
Управление производством в УПП по “теории ограничений”
Обзор имеющихся возможностей управления производством по методу УББВ.
Важнейшим разделом автоматизации учета на производственных предприятиях является планирование и управление производством. Одна из популярных концепций в данной области – “Теория Ограничений” (ТО) Э. Голдратта с методикой “Барабан-Буфер-Верёвка” (ББВ), на которую в последние годы обратили внимание и в 1С, решив пойти по пути реализации её принципов в новой конфигурации “Управлении предприятием” (ERP) ред. 2.0. Данная же статья посвящена теме управления производством по ТО с использованием конфигурации “Управление производственным предприятием” (УПП) ред. 1.3. Необходимого специализированного функционала для реализации методики ББВ там нет, поэтому речь пойдет об упрощенном её варианте – УББВ, применение которого потенциально возможно и без использования специализированного программного обеспечения. Без описания основ управления производством по ТО эта статья была бы неполной, но подробно рассказать об упрощенном варианте ББВ и его отличиях от классического ББВ здесь не представляется возможным. Поэтому всем заинтересовавшимся этой темой, для детального ознакомления с ней, – рекомендую прочитать книгу “Производство с невероятной скоростью” Уильяма Детмера и Эли Шрагенхайма, которая стала источником моего вдохновения.
Главная цель любого коммерческого предприятия – получение прибыли сейчас и в будущем. Поэтому необходимо обеспечивать быстрейшее превращение запасов предприятия в деньги (чтобы обеспечить прибыль сейчас), и в то же время не забывать о таких важных вещах, как репутация надежного поставщика (чтобы обеспечить прибыль в будущем, ведь для покупателей надежность поставок может быть не менее важна, чем сроки и стоимость).
С точки зрения получения прибыли предприятие является единым субъектом, а не набором отдельных подразделений или сотрудников. Эффективность работы предприятия зависит от эффективности наименее производительного участка работы, поэтому необходимо заботиться, прежде всего, об улучшении его показателей (по аналогии с цепью: нет смысла наращивать толщину звеньев, которые и так толще других – прочность цепи в целом от этого не увеличится, рваться будет там, где тонко).
Методика “Буфер-Барабан-Веревка” определяет, как нужно действовать, чтобы предприятие в целом работало наиболее эффективно. Название метода происходит от аналогии с наблюдаемым движением бойскаутов в бизнес-романе Э. Голдратта “Цель”:
“барабан” является ограничением системы и задает темп, “буфер” – это определенный запас, позволяющий подстраховаться от действия случайных факторов на ограничение, а “веревка” – инструмент, позволяющий подчинить деятельность системы ограничению, чтобы не расходовать ресурсы на лишнюю работу.
Можно использовать упрощенный вариант данной методики (УББВ), в случае выполнения следующих условий:
- Рынок диктует требования, которым компания должна удовлетворять, чтобы его не лишиться (т.е. для предприятий-монополистов, которые могут позволить себе практически что угодно, и клиенты от них не откажутся – это не актуально).
- Конкретная последовательность выполнения производственных операций не оказывает существенного влияния на производительность системы в целом.
При использовании УББВ, единственным постоянно действующим ограничением признается рыночный спрос на продукцию предприятия, а буфером считается весь путь от запуска производства до отгрузки, т.к. УББВ не предполагает составления подробного производственного плана ни для одного из производственных ресурсов (для контроля состояния производства используются только сроки запуска и выпуска). Под веревкой понимается сдерживание передачи в производство материалов, время обработки которых еще не наступило.
Для эффективного применения методики УББВ необходимо, прежде всего, отказаться от оценки деятельности подразделений и отдельных сотрудников компании по их локальной эффективности и направить усилия на подчинение работы компании требованиям рынка. Для этого следует:
- Выпускать продукцию под твердые заказы клиентов там, где это возможно. Производство на склад следует применять только в случае, когда это необходимо для удовлетворения потребностей рынка: например, для уменьшения срока выполнения заказа производить на склад востребованные полуфабрикаты с длительным циклом изготовления для использования их в производстве при поступлении заказов от клиентов. Также при наличии собственного розничного магазина можно производить на склад для пополнения проданных запасов.
- Сократить партии обработки и перемещения, чтобы заказы быстрее проходили через производство. Делать это нужно до такой степени, пока от сокращения партий не страдает производительность предприятия.
- Установить простые правила определения приоритета заказов в производстве: например, в первую очередь выполнять работы под заказы VIP клиентов, затем под заказы обычных клиентов, и только потом выполнять работы под заказы на склад. При прочих равных отдавать предпочтение заказам с более ранним сроком сдачи.
Сокращение партий обработки и перемещения – в данном случае мероприятие организационное, а вот производство под заказы можно организовать в УПП – разрешить производство только под оформленный в системе документ “Заказ на производство“.
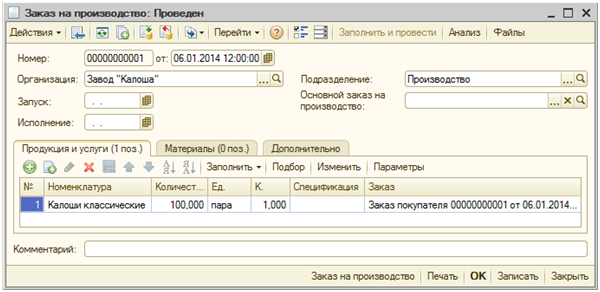
Заказ на производство, в свою очередь, создается только при наступлении определенных условий, таких как поступление от клиента оплаты сделанного заказа или распоряжение руководителя производства о запуске партии полуфабрикатов. Для идентификации статуса заказа на производство можно воспользоваться механизмом свойств, или указывать информацию о статусе в комментарии.
Для каждого заказ клиента создается свой заказ на производство, без использования группировки однотипной продукции. Ввиду отсутствия жесткого производственного графика возможность группировки в данном случае остается на усмотрение сотрудников производства.
Далее необходимо определить такие ресурсы в производстве, которые могут стать ограничениями (т.е. первыми будут перегружены) в случае существенного увеличения рыночного спроса. Выделение таких ресурсов и мониторинг их загрузки необходим для контроля возможных всплесков спроса, из-за которых предприятие может не суметь выполнить все взятые на себя обязательства.
В УПП такие ресурсы вносятся в справочник «Ключевые ресурсы предприятия»:
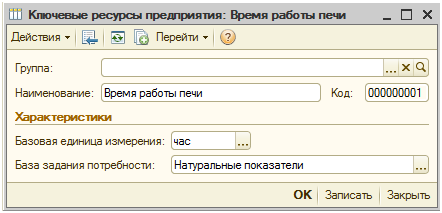
Ключевых ресурсов не должно быть много – скорее всего один или два. Наличие большого количества производственных ресурсов, одновременно приближающихся к пику своих возможностей при увеличении рыночного спроса, говорит о хорошей сбалансированности производства, что в действительности бывает крайне редко.
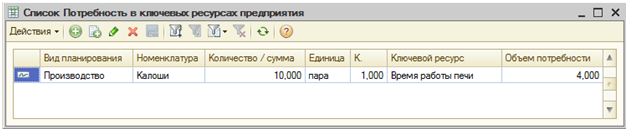
Также следует рассчитать расход ресурса-ограничения при производстве той или иной продукции. В УПП эти данные можно внести как в разрезе номенклатуры, так и в разрезе номенклатурных групп. Делается это через регистр сведений “Потребность в ключевых ресурсах предприятия“:
В свою очередь возможности ключевых ресурсов также оцениваются и в УПП вносятся в регистр сведений “Доступность ключевых ресурсов предприятия“:
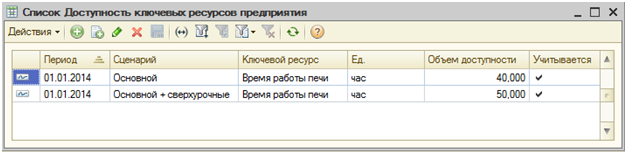
Доступность ресурса может изменяться во времени, а также вносится в разрезе сценариев, что позволяет в дальнейшем оценивать возможности производства как в обычном режиме работы, так и, например, в режиме работы со сверхурочными часами.
Между отделом сбыта и производством необходимо наладить тесный контакт, чтобы обеспечить слаженную работу предприятия. Сбыт должен понимать возможности производства и не перегружать его. При всплеске спроса отдел сбыта должен перераспределять его на более поздние сроки, или стимулировать спрос на продукцию, меньше загружающую ключевые ресурсы.
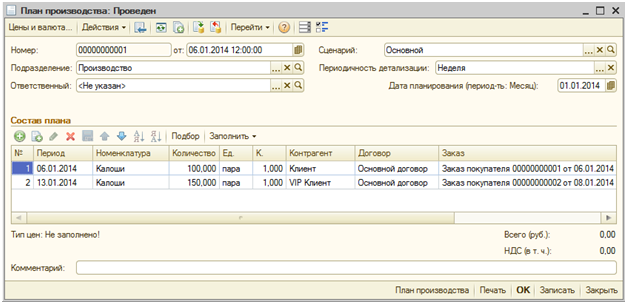
В УПП для анализа состояния загруженности производства заказы покупателей должны быть добавлены в план производства. Планы производства также как и доступность ключевых ресурсов предприятия формируются в разрезе сценариев.
Оценка достаточности ключевых ресурсов выполняется при помощи отчета “Анализ достаточности ключевых ресурсов“. Отчет позволяет анализировать состояние доступности ключевых ресурсов за выбранный период, с использованием сравнения по различным сценариям плана производства и доступности ресурсов.

Необходимо следить, чтобы у ключевого ресурса всегда оставался резервный запас мощности (буфер), позволяющий нивелировать различные непредвиденные ситуации. Для наглядности можно учесть этот буфер, уменьшив объем доступности, указываемый в регистре сведений “Доступность ключевых ресурсов предприятия“.
Для производимой предприятием продукции должен устанавливаться буфер отгрузки, то есть период времени от передачи в производства первых материалов и до выпуска продукции. В данном случае величина эта не расчетная, а скорее экспериментальная. Она может меняться со временем, в зависимости от того, как предприятие справляется с выполнением поступающего объема заказов. Обычно работники плановых служб хорошо представляют себе, сколько времени требуется на производство той или иной продукции в обычных условиях. Можно взять это время за отправную точку и постепенно снижать его до тех пор, пока система остается контролируемой (как это определить рассказано ниже).
Нет необходимости определять индивидуальный буфер отгрузки для каждого наименования продукции предприятия – достаточно сделать это для групп номенклатуры, имеющих схожий производственный процесс (а если вся продукция предприятия имеет схожий производственный процесс – то для всей продукции предприятия).
Буфер отгрузки откладывается назад по оси времени от согласованной с клиентом даты отгрузки, таким образом получается дата запуска производственного цикла.
В УПП буфером отгрузки будет период от даты запуска, указанной в заказе на производство до даты сдачи заказа покупателя, для удовлетворения которого этот заказ на производство оформлен.
Наряду с буфером отгрузки также следует определиться с размером “красной зоны” – механизма, позволяющего вовремя принять меры в случае задержки выполнения заказа. Красная линия устанавливается равной времени, за которое заказ может быть выполнен, если производство бросит всё и будет заниматься только им.
В УПП “красной зоной” будет считаться период между датой исполнения ЗНП и датой сдачи продукции заказчику.

Под заказы, которые пошли в производство, должен быть сформировать график отгрузки материалов в производство. Необходимо обеспечить передачу материалов в производство строго по графику, натягивая таким образом веревку, не дающую перегружать производство.
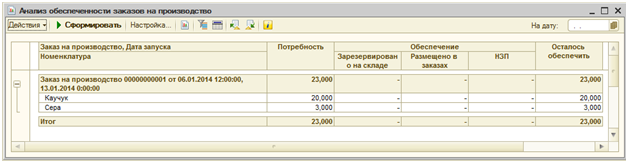
В УПП для целей контроля производства используется отчет “Анализ обеспеченности заказов на производство“. Этот отчет позволяет контролировать состояние обеспечения заказа на производство материалами, а также может служить ограничением для склада на передачу материалов в производство – регламентными мерами им должно быть запрещено передавать в производство материалы раньше срока запуска ЗНП.
Далее остается только контролировать производственную систему, наблюдая за состоянием выполнения заказов на производство и вовремя принимая меры по их ускорению в случае, если они попадают в красную зону. Частота попадания заказов в красную зону также служит индикатором общего состояния производства: если в красной зоне оказывается одновременно несколько заказов на производство, значит система теряет стабильность и необходимо увеличивать используемый буфер отгрузки, т.к. при имеющемся буфере производство не справляется с выполнением заказов в срок. Если же заказы в красную зону попадают редко или не попадают вовсе (в самом начале скорее всего так и будет) – имеет смысл начать постепенное сокращение буфера отгрузки, что позволит получать дополнительные конкурентные преимущества за счет более сжатых сроков поставки продукции.
В УПП для наблюдения за состоянием производства следует использовать обработку “График заказов“.

С помощью данной обработки можно отслеживать попадание заказов на производство в красную зону – каждый просроченный ЗНП отображается на диаграмме красным цветом. Если же производство не будет завершено до даты окончания буфера отгрузки – заказ покупателя также окрасится в красный цвет, что будет сигналом о просрочке заказа.
Итак, в данной статье мы рассмотрели имеющиеся возможности управления производством по методу УББВ, с использованием конфигурации “Управление производственным предприятием“. Этих возможностей оказалось вполне достаточно для поддержки базовых алгоритмов УББВ, и таким образом подтверждается возможность управления предприятием по “Теории Ограничений” с использованием программного обеспечения, которое не было разработано специально под эту теорию.
Автор: Петровичев Николай, mespro.ru




